作者:艾力克斯瑞克合,奥尔巴尼-芝加哥有限公司 的设计工程师(Alex Reikher, Albany-Chicago Co., Pleasant Prairie, Wisconsin )
近年来,铸造业者利用仿真软件不断的改进铸件的品质,利用减少铸造过程中,固化时卷入的气体量,解决了传统铸件的缩孔及缩松问体。但是对于铸造业务人员而言,另一项问题更复杂,就是微缩孔的问题。 微缩孔指的是在固化过程中,缩孔直径小于1毫米(1.0mm)以下的孔隙。微缩孔现象会造成铸件的力学性能降低,如果铸件使用条件需要气密或者是防水的需求,微缩孔现象还会造成泄漏问题。截至目前为止,微缩孔的形成还未被学界及业界完全了解,不过大部分的研究认为,微缩孔的发生主要是因为当液态金属固化時,由於體積收缩,使得液态金属位置的压力降低,而在铸件上发生孔隙现象。也就是说,如果在发生缩孔位置附近没有足够的金属可以补偿收缩,当液态金属局部压力小于气体溶解压力时,该位置就会发生微缩孔现象。
我们发现这套软件可以精确的预测微缩孔发生的位置,让我们在设计初期就能够掌握问题点,并且藉著设计方案的修改解决问题。因此,我们能够在开发新模具的同时有效的减少模具试模的次数。
传统模具设计的作法
奥尔巴尼-芝加哥公司以制造复杂的铝合金铸件为主。我们目前的压铸机设备在2500吨 ~ 400 吨。我们的客户大部分是机台设备的开发商,主要的开发产品包括了柴油引擎、液压、机电设备、计算机,卫生以及农业设备等。有超过 400人在我们 20万平方英尺的厂区内工作。奥尔巴尼-芝加哥的工程开发包括铸件的制作,提供加工与组装的解决方案。我们利用仿真软件协助开发工作的进行,计与量产端之间能够更紧密的配合。 传统的设计作法,仰赖工程师的经验以及猜测。最大的问题在于,要验证设计是否成功,只能够等到模具制作完成,并且进行试模后才能够得知。一般来说,模具需要经过多次修改,才能够达度令我们满意的结果,而这些修改模具的费用,至少需要花费数万美金。由於這些测试中花費的時間以及成本对于工程师来说是不得不的作法,因为只能够透过这样的作法,才能够得到设计修正的建议方案。
以仿真软件的结果取代试模
早在二十世纪 90年代起,奥尔巴尼-芝加哥的工程师开始使用简单的一维流动模具设计软件。软件的功能仅能提供简单的流动资讯。软件提供的资讯有助于模具设计,但是仍然无法对整个压铸过程进行仿真计算。尽管如此,在压铸业界,我们仍然首先投入人力评估软件的可靠度以及进行使用,我们希望透过软件解决设计上遇到的问题,尤其是在模具制作前让工程师能够提前掌握问题点。我们采用真实的压铸结果与市场上能够取得的 CFD 软件的分析结果进行比对,以实际的案例验证软件的功能是否能够达到我们的需求。更重要的,是我们希望能够找到一套软件,能够完整的模拟整个压铸制程。 我们以实际的压铸结果评估了多套商用版铸造仿真软件,最后由Flow Science 开发的 FlOW-3D ?軟件胜出。在我们的评估结果中,FLOW-3D 与我们选择的测试案例结果最为接近。这可能是 FLOW-3D 已经经过了许多铸造业者以及开发者进行相当多的验证比对。另一个与其他的市售 CFD软件最大的不同,在于 FLOW-3D 的结果中加入了许多对于铸造业者而言相当重要的判读结果。这让 FLOW-3D 能够完美的预测整个压铸的制程。 我们重新检验我们的模具设计流程,在设计初期将设计方案设计完成的图档导入 FLOW-3D 进行仿真计算,这套软件能够精确的预测压铸常见的问题,例如包风及卷气等现象。一旦我们确认问题后,我们就可以进行设计变更,并且评估如果从设计上解决这些问题。我们会等到仿真的结果达到完美后,才会开始进行模具制作。藉著这样的方法,我们能够大幅度的减少模具试模的次数、浪费的时间,以及模具修改的费用。
微缩孔问题的挑战
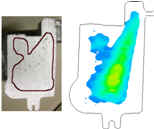
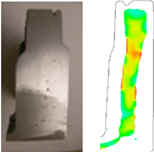
上述两个产品是同一个制品,但是采用了不同的模具设计方案。FLOW-3D 的微缩孔模型能够精确的预测微缩孔发生的区域以及严重性,在两套模具做出的产品中可以得到合理的验证。
虽然仿真软件的信息能够帮我们在制作模具前解决相当多的问题,在实际的压铸过程中,我们仍然发现许多铸造的问题。我们通知了 Flow Science,我们很高兴 Flow Science 已经意识到这个问题,并且已经进行了软件功能上的加强。在这些问题中,最麻烦的一点就是微缩孔现象。在我们测试各家商用版软件的过程中,所有的软件都无法预测这个问题的发生。所谓的微缩孔,发生的原因是在于金属冷却时,该区域的密度会提高,收缩力降低了该区域金属重新溶解,以补偿缩孔所需之压力,在金属冷却后,由于这些位置没有融熔金属可以补偿收缩,在这些位置就发生了微缩孔。 微縮孔的特徵,在於其形成的小孔隙与整体体积的比例相比相当小,大约是百分之一左右。最大的问题,在于在充填结果中,原本以为可以完美充填的区域,发生了微缩孔现象。举例而言,如果这个铸件应用于液压装置内,这些位置就可能发生泄漏现象。奥尔巴尼-芝加哥的工程师以往解决这些问题,只能够透过试模的结果来判断,再进行模具修改(传统的作法,是在微缩孔的位置增加冷却管路)。但是这样的作法往往相当困难而且花费相当多的时间与金钱(因为往往要大幅修改模具现有的设计),最糟糕的狀況是,如果修改的部份相当大,甚至要重新制作一套新的模具以解决这样的问题。
新的微缩孔计算模型协助解决铸件上的问题
Flow Science 提出了一个新的计算理论,以描述微缩孔模型的发生。这个模型测试的方式,是在固化过程中,检查每一个网格与其周边网格相接处的固化率是否已经让该位置完全固化。一旦周围网格已经完全固化,表示该网格将无法从周围的网格中得到液态金属进行补偿收缩,该网格就会发生微缩孔,微缩孔的量则是由该网格区域在固化过程中的体积收缩量加以计算。这个模型仅需要基本的材料物性,而且不需要额外增加非常多的 CPU 负载。微缩孔计算模型可以完美的与 FLOW-3D 现有体积收缩计算模型 – 动态收缩模型( Dynamic shrinkage model) 以及快速收缩模型( Rapid shrinkage model)同时执行。 奥尔巴尼-芝加哥的工程师第一次利用这个新的计算模组于一个三浇口进浇的铸件,这个铸件的问题在于经过拉伸测试后,发现在强度关键区域有微缩孔形成的现象。以 FLOW-3D 新的微缩孔模型进行仿真测试,发现仿真的模拟结果(微缩孔发生的区域)与实际成品完全一致。我们在模型中加入了冷却管路,发现對於微縮孔的形成並无法完全解决问题。因此,工程师改变了作法,希望在微缩孔发生的区域周围能够维持较高的温度。而这个作法同样以 FLOW-3D 进行验证, 这样的作法能够减慢冷却速度,让液态金属可以对缩孔位置进行补偿收缩。在最后的试模结果中也得到了完全一致的验证。 我们同样应用这个新的微缩孔计算模型于柴油引擎底座与上盖安装位置的问题。引擎底座与上盖安装的位置,有许多的安装孔位。这些孔位视在铸件成形后以二次加工确认位置再钻孔的。测试发现,在这些位置发生了严重的微缩孔现象,上盖与底座安装后,在这些位置往往发生泄漏问题。同样的,FLOW-3D 的微缩孔模型精确的预测了微缩孔的发生位置。工程师改变了模型的设计,在不同的位置安装了冷却管路再以仿真软件测试。在这个案例中,目标是让铸件上对于冷却比较敏感的区域先固化。这个解决方法在随后的模具修改以及试模结果上得到了明确的验证。奥尔巴尼-芝加哥的工程师目前已经在每一组新的模具上应用 FLOW-3D 加以验证其设计,新的微缩孔计算模型也证明了其精确的预测能力。大部分的模具能够在三次试模内就解决问题,开始进行量产。FLOW-3D 让我们节省了以往需要浪费在试模上的大量金钱以及时间,也缩短了我们新模具的开发周期,让我们能够在更短的时间内投入量产。