成形合金材料: A383
模具材料: H13
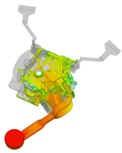
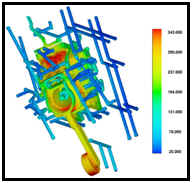
充填时间: 78 ms
柱塞头直径:
3.0”
有效料管长度: 21”
柱塞速度(慢速段): 0.42 m/s
临界速度: 0.45
m/s
柱塞速度(快速段): 3.05 m/s
浇口面积: 0.44 in2 (284 mm2)
浇口厚度: 2.3
mm
浇口速度: 161 ft/s (49 m/s)
浇口压力(计算而得): 1561 psi
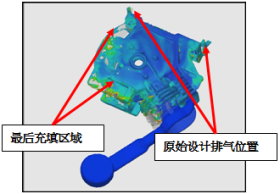
排气区域 –
计算尺寸/实际尺寸:0.09 in2 / 0.23 in2
锁模力大小:10513 psi / 684 tons
(w/slides) |